Sprawdź naszą aplikację:

Reklama
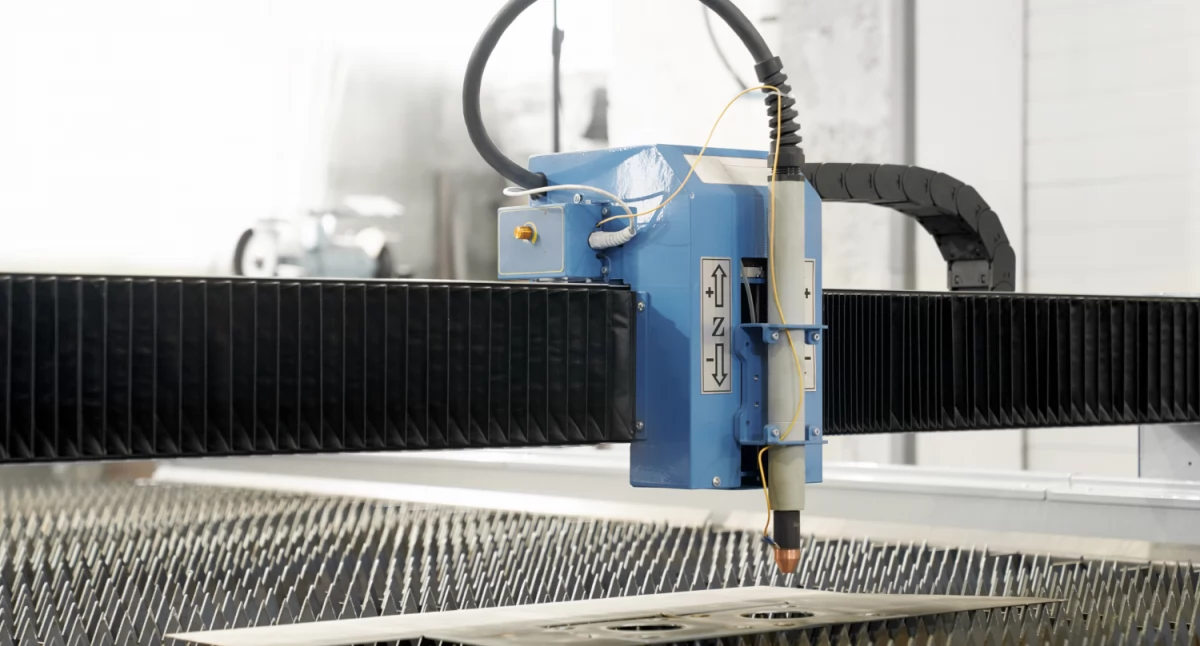
Precyzja w cięciu laserem – skąd się bierze i kiedy ma znaczenie?
15/12/2025 13:56
Spis treści
W cięciu laserem precyzja nie jest dodatkiem. To parametr, który wpływa na wszystko dookoła: od tego, czy otwory będą pasowały bez rozwiercania, po to, czy konstrukcja złoży się szybko i bez poprawek. Różnica między detalem, który prawie pasuje, a detalem pasującym od razu, zwykle nie wynika z jednej liczby w specyfikacji, tylko z całego procesu.
Co w praktyce oznacza precyzja wycinania laserowego?
Precyzja to połączenie trzech rzeczy: powtarzalnej geometrii, jakości krawędzi oraz przewidywalnego wymiaru w miejscach krytycznych. Jeśli detal ma wiele otworów, wycięć i długich konturów, liczy się nie tylko pojedynczy wymiar, ale też to, czy całość trzyma kształt bez narastania błędów.
W projektach, gdzie elementy pracują jako układ, na przykład w ramach, węzłach i łączeniach blach, największą wartość daje powtarzalność serii. Mniej jest wtedy dopasowywania na montażu, mniej ręcznej korekty i mniej niespodzianek przy składaniu.
Reklama
Dlaczego laser pozwala utrzymać geometrię detalu?
W porównaniu z metodami, które zostawiają szerszy ślad rozdziału materiału, wycinanie wiązką laserową daje większą kontrolę nad kształtem, zwłaszcza przy drobnych promieniach, ciasnych narożach i gęstych układach otworów. W praktyce pozwala to projektować detale bardziej konstrukcyjnie, bez upraszczania geometrii tylko po to, by technologia dała radę.
Najlepiej widać to przy elementach, w których otwory mają jednocześnie funkcję montażową i pozycjonującą: pod śruby, tuleje, kołki ustalające, a czasem też pod gwintowanie. Jeśli rozstaw nie pływa między sztukami, montaż przestaje przypominać ręczne dopasowywanie każdej partii.
Reklama
Precyzja to nie tylko maszyna – liczy się przygotowanie i kontrola
Częsty scenariusz jest prosty: zamówienie ma być wykonane precyzyjnie, a później okazuje się, że coś nie pasuje. Wiele takich sytuacji wynika nie z samego procesu cięcia, tylko z danych wejściowych i założeń projektowych.
Nawet bardzo dobry proces nie naprawi:
- rysunku bez jednoznacznych tolerancji
- otworów zaprojektowanych na styk bez uwzględnienia powłoki, malowania albo naturalnych odchyłek
- geometrii nieuwzględniającej późniejszego gięcia lub spawania
Dlatego sensowna precyzja w praktyce to duet: poprawny projekt i przewidywalna produkcja, a do tego prosta kontrola wymiarów na elementach krytycznych. Wtedy precyzja działa jak narzędzie do skrócenia czasu pracy, a nie jako obietnica z opisu technologii.
Reklama
Kiedy precyzja daje największy zwrot
Najwięcej zysku widać tam, gdzie detal ma działać w montażu i w serii, a nie być jednorazowym elementem do dopasowania na hali. Dotyczy to między innymi płyt montażowych, elementów pozycjonujących, blach węzłowych, uchwytów, wsporników oraz segmentów ram. W takich zastosowaniach otwory i krawędzie są punktami odniesienia dla dalszych operacji.
Jeśli do tego dochodzą krótkie terminy i częste zmiany projektu, przewaga rośnie jeszcze bardziej. Korekta pliku może szybko przejść do produkcji bez budowania narzędzi czy oprzyrządowania, co skraca cykl od projektu do gotowego elementu.
Reklama
W eksperckim, dobrze zrealizowanym cięciu laserem precyzja przekłada się na przewidywalny montaż, krótszą produkcję, mniejszą liczbę poprawek i łatwiejszą kontrolę jakości. Najlepiej działa wtedy, gdy projekt od początku uwzględnia realne tolerancje oraz to, co stanie się z detalem w kolejnych etapach: przy gięciu, spawaniu, malowaniu i składaniu. Gdy te elementy są poukładane, precyzja staje się przewagą procesu.
Artykuł sponsorowany

Obserwuj nas na  Google News
Google News
Chcesz być na bieżąco z wieściami z naszego portalu? Obserwuj nas na Google News!

Reklama
Komentarze opinie
Podziel się swoją opinią
Twoje zdanie jest ważne jednak nie może ranić innych osób lub grup.
Najnowsze rolki


![W Ciechanowie otworzyli zmodernizowaną ulicę. Kosztowała ponad 7 milionów złotych [wideo/zdjęcia]](/static/files/reels/96/1841359_1784561331.webp)

![Awanse dla funkcjonariuszy z Ciechanowa. Za nami Święto Policji [zdjęcia]](/static/files/reels/96/1840271_1784201963.webp)


![Amfiteatr, park botaniczny i nowa kładka. Tak wkrótce mają wyglądać Kanały w Ciechanowie [zdjęcia]](/static/files/reels/96/1833933_1782455255.webp)
![Koncertowe powitanie lata na błoniach! Za nami Dni Ciechanowa [zdjęcia]](/static/files/reels/96/1832246_1782110345.webp)





Reklama
Wideo Ciechanowinaczej.pl
Reklama





Reklama










Reklama
Reklama
Najnowsze wiadomości
- 22/07 „Bazyli. Sekret Krzywego Koła” - spektakl teatralny dla dzieci w Ciechanowie
- 21/07 Po alkoholu, za szybko i mimo dożywotniego zakazu. Pirat drogowy wpadł koło Ciechanowa
- 21/07 W Ciechanowie rusza budowa nowego parkingu. Ważny apel do kierowców
- 21/07 77-letni kierowca doprowadził do zderzenia z motocyklem
- 21/07 50 lat wieży ciśnień w Ciechanowie. Przed nami koncerty, pokaz laserów, spektakl i tort!
- 21/07 Podwójna tragedia. Ciała kobiety i mężczyzny znalezione jednego dnia w tym samym miejscu
- 21/07 9-letnia Kasia z Ciechanowa walczy z ciężką chorobą. Powstała zbiórka na jej leczenie
- 21/07 Policja w Ciechanowie rekrutuje. Trwa nabór na wolne stanowisko
- 21/07 Dewastowali w centrum Ciechanowa. Policja poszukuje tych mężczyzn [zdjęcia]
- 21/07 W Ciechanowie odbędzie się potańcówka dla seniorów. Tym razem w nowym miejscu
- 21/07 Cztery osoby ranne w wypadku. Po dzieci przyleciały śmigłowce LPR [zdjęcia]
- 21/07 Przed nami kolejny seans w Kinie na Leżakach w Ciechanowie
- 20/07 Potrącenie rowerzystki. Nastolatka trafiła do szpitala
- 20/07 W Ciechanowie otworzyli zmodernizowaną ulicę. Kosztowała ponad 7 milionów złotych [wideo/zdjęcia]
- 20/07 Wypadek w Ciechanowie. Dwie osoby zostały poszkodowane
- 20/07 Auto w rowie, w środku martwy mężczyzna. Tragiczne zdarzenie w okolicy Ciechanowa
- 20/07 Syreny alarmowe zawyją w Ciechanowie i okolicznych gminach. Ważna informacja dla mieszkańców
- 20/07 Microcarem w ogrodzenie koło Ciechanowa. Pijanego kierowcę zatrzymał świadek
- 20/07 Koncerty, zawody strażaków i inne atrakcje. Za nami "Wakacje z pompą" w Gołotczyźnie [zdjęcia]
- 20/07 W Ciechanowie zapalił się samochód. Podróżowały nim dwie osoby
Komentarze